Zasady programowania - Pracownia sterowników PLC
Menu główne
- HOME
- Sterownik PLC
- Programowanie PLC
- Wyposażenie
- Materiały dydaktyczne
- Galeria
- Kontakt
Zasady programowania
W celu zaprogramowania sterownika PLC koniecznym jest posiadanie informacji na temat elementów podłączanych na jego wejścia (przyciski, czujniki) oraz elementach na wyjściu (cewki przekaźników, styczników, lampki itp.). Zebranie tych informacji jest w dalszym etapie niezbędne do:
narysowania schematu połączeń sterownika PLC
stworzenia tzw. listy przyporządkowań
napisania programu sterowniczego
załadowania programu sterowniczego do sterownika poprzez programator/ komputer
przetestowania programu
uruchomienia i sprawdzenia układu rzeczywistego

Schemat połączenia sterownika PLC
Schemat pokazuje sposób połączenia urządzeń zewnętrznych ze sterownikiem. Najczęściej można spotkać tu trzy obwody prądowe:
obwód zasilania sterownika
obwód zasilania wejść sterownika (czujniki, przyciski)
obwód zasilania wyjść sterownika (cewki przekaźników, zawory elektromagnetyczne, urządzenia sygnalizacji)
Wejścia i wyjścia określone są symbolem i numerem (w zależności od wersji sterownika numeracja może zaczynać się od 0 lub 1). Wejścia oznaczane są zwykle literą I(input) zaś wyjścia Q (quit). Dla sterowników firmy Fanuc obowiązują oznaczenia:
wejście: %I0004 -
wejście o adresie 4, wyjście: %Q0003 -
wyjście o adresie 3
Trochę inaczej jest w przypadku sterowników firmy Siemens
wejście: %I 0.1 -
wejście o adresie 0.1, wyjście: %Q 0.2 -
wyjście o adresie 0.2
Na schematach, aby nie zamazywać całości figurują oznaczenia wejść I1, I2, ... oraz wyjść Q1, Q2...
Lista przyporządkowująca
Lista umożliwia określenie:
czujników połączonych z wejściami oraz ich roli w sterowanym urządzeniu
urządzeń połączonych z wyjściami sterownika oraz ich roli w sterowanym urządzeniu
jakie funkcje wewnętrzne sterownika (markery, liczniki, moduły czasowe itp.) wykorzystano w programie sterowniczym
Lista przyporządkowań może zawierać także krótki opis, komentarz dotyczący warunków sterowania urządzenia, ułatwiający zrozumienie działania układu sterowniczego.
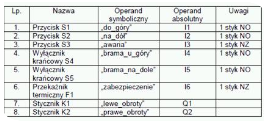
Przy tworzeniu listy przyporządkowań stosuje się tzw. operandy. Można tu wyróżnić:
Operandy symboliczne -
są przypisywane adresom absolutnym elementów użytych w programie; nazwy ich są nadawane przez użytkownika np. S1 - oznaczenie cewki zaworuoznaczenie przycisku, Y1 - Operandy absolutne (adresowanie absolutne) -
są związane z numerami, adresami odpowiednich wejść/wyjść sterownika, do których przyłączony jest dany element (czujnik, cewka elektrozaworu) np. I1, Q2 itp.
Pisanie i testowanie programu dla sterownika PLC
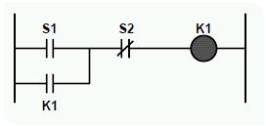
Aby napisać program sterujący, trzeba znać chociaż jeden z języków programowania (IL, FBD, LD..). Napisać go można nawet na kartce papieru. Częściej jednak realizuje się to poprzez specjalne edytory lub oprogramowanie dedykowane przez producenta danego sterownika. Oprogramowanie tego typu umożliwia nie tylko wprowadzanie samego programu, ale także inne użyteczne funkcje, jak choćby sprawdzenie kodu pod względem składni, czy przesłanie go do sterownika PLC.
Należy przy tej okazji pamietać, że schematy stykowe zapisane w języku LAD, FBD pokazują jedynie stany logiczne na poszczególnych wejściach i wyjściach. Na ich podstawie nie można wnioskować jakie zestyki: zwierne czy rozwierne są przyłączone na wejścia, ponieważ sygnał 1 może wystąpić zarówno przy zamkniętym łaczniku zwiernym jak i otwartym łaczniku rozwiernym. Dlatego też, należy jednoznacznie określić rodzaje zestyków w liście przyporządkowań.